Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


Content
HDPE film — short for high density polyethylene film — is a thin, flexible plastic sheeting manufactured from high density polyethylene resin, a thermoplastic polymer with a density typically ranging from 0.941 to 0.965 g/cm³. This elevated density, achieved through a highly linear polymer chain structure with minimal branching, is what fundamentally distinguishes HDPE plastic film from its lower-density counterparts such as LDPE (low density polyethylene) and LLDPE (linear low density polyethylene).
The tightly packed molecular chains in HDPE give the resulting film a significantly higher degree of crystallinity — typically 60%–80% — compared to 40%–55% in LDPE. This structural difference translates directly into a harder, stiffer, more chemically resistant, and less permeable film. However, HDPE film is generally less transparent and less flexible than LDPE film, which is why the choice between polyethylene film grades is always a trade-off based on the specific requirements of the application.
A common real-world illustration of these differences: the thin, crinkly, opaque shopping bags used in supermarkets are typically HDPE film, while stretch wrap used in pallet wrapping is LLDPE, and soft bread bags are usually LDPE. Each exploits the mechanical and optical properties unique to its molecular architecture.
Understanding the property profile of high density polyethylene film is essential for engineers, packaging designers, and procurement professionals selecting materials for demanding applications. The following table summarizes the key performance characteristics:
| Property | Typical Value / Range |
| Density | 0.941–0.965 g/cm³ |
| Tensile Strength (MD) | 20–35 MPa |
| Elongation at Break | 100–600% |
| Water Vapor Transmission Rate (WVTR) | 0.3–1.0 g·mil/100 in²·day |
| Oxygen Permeability | Low (better than LDPE) |
| Operating Temperature Range | -50°C to +120°C |
| Chemical Resistance | Excellent (acids, alkalis, solvents) |
| UV Resistance (untreated) | Poor — requires stabilizer additives |
| Recyclability | Yes — resin identification code #2 |
| Haze / Clarity | High haze — typically opaque to translucent |
One of HDPE film's most valued attributes is its exceptionally low moisture vapor transmission rate, which outperforms LDPE film of equivalent thickness by a meaningful margin. This moisture barrier performance is critical in food packaging, construction vapor barriers, and agricultural mulch films. Its resistance to a broad spectrum of chemicals — including concentrated acids, bases, alcohols, and many organic solvents — also makes it a default choice for industrial containment and lining applications.
The one significant limitation of unmodified HDPE film is its susceptibility to ultraviolet degradation. Without UV stabilizer additives, prolonged outdoor exposure causes chain scission in the polymer backbone, leading to embrittlement, chalking, and loss of tensile properties within months. All outdoor-grade HDPE films — including geomembranes, agricultural films, and construction site covers — must contain carbon black (typically 2%–2.5% by weight) or UV-absorbing hindered amine light stabilizer (HALS) packages to achieve acceptable service life.
HDPE plastic film is produced predominantly by two extrusion-based processes: blown film extrusion and cast film extrusion. Each method produces films with distinct properties, and the choice of process depends heavily on the end-use requirements.
In the blown film process, HDPE resin pellets are melted in a screw extruder and forced through an annular die to form a continuous tube of molten plastic. Compressed air is then injected into the center of the tube, inflating it into a bubble — typically 2 to 4 times the die diameter. The bubble is simultaneously cooled by an air ring and drawn upward by nip rolls at the top of the tower, which collapse it into a flat, double-layered film that is wound onto rolls.
HDPE blown film extrusion requires careful process control because HDPE's narrow processing window and high melt strength demand precise temperature profiling, blow-up ratio management, and frost-line height stability. The biaxial orientation imparted during bubble inflation improves balanced mechanical properties in both the machine direction (MD) and transverse direction (TD), making HDPE blown film stronger and more puncture-resistant than equivalent-thickness cast film. The vast majority of commercial HDPE films — shopping bags, merchandise bags, produce roll bags, and industrial liners — are produced via blown film extrusion.
In cast film extrusion, molten HDPE is extruded through a flat slot die onto a rapidly rotating, chilled chrome roll, where it is quenched almost instantly. The rapid cooling rate suppresses crystallinity development, producing a film with higher clarity, a glossier surface, and tighter thickness tolerances compared to blown film. Cast HDPE film also allows for higher production speeds and easier co-extrusion with other polymers to form multilayer barrier films.
The trade-off is that cast HDPE film is predominantly oriented in the machine direction, making it weaker in the transverse direction and more prone to tearing along the MD. For applications where optical clarity or dimensional precision is critical — such as medical packaging or lamination substrates — cast HDPE film is often preferred despite its higher cost per kilogram of output.
Not all HDPE film is the same — resin selection and additive formulation dramatically affect the final film's performance. Key variables include melt flow index (MFI), molecular weight distribution, and the specific additive package incorporated during compounding.
High density polyethylene film's combination of moisture barrier performance, chemical resistance, mechanical toughness, and low cost has made it one of the highest-volume plastic films produced globally. Its applications span virtually every major industry.
HDPE packaging film is the dominant material in the retail carry bag and merchandise bag segment globally. T-shirt bags, flat bags, produce roll bags, and newspaper sleeves are almost universally made from HDPE blown film at thicknesses ranging from 8 to 25 microns. At these gauges, HDPE film delivers sufficient strength and tear resistance at a lower basis weight than competing materials — meaning more bags per kilogram of resin, which directly drives down per-unit cost. HDPE is also used as a component layer in multilayer coextruded packaging structures, where it serves as a moisture barrier or heat-seal layer alongside EVOH oxygen barrier films.
Agricultural HDPE film applications include mulch film, silage bags, greenhouse covers, and hay bale wrap. Black HDPE mulch film (typically 25–50 microns thick) is laid over crop beds to suppress weed growth, retain soil moisture, raise soil temperature, and reduce fertilizer leaching. UV-stabilized formulations with targeted service lives of 1–3 growing seasons are standard. For silage storage, thick-gauge black-and-white co-extruded HDPE film (200–250 microns) combines UV resistance from the black outer layer with heat reflection from the white inner layer, preserving fermentation quality in the silage pile.
In construction, HDPE plastic film serves as damp-proof membranes (DPM), vapor control layers, concrete curing sheets, and temporary protective coverings. Sub-slab DPM applications typically use 300-micron (1200-gauge) HDPE film in compliance with standards such as BS 8102 or ASTM E1745. The film's impermeability to ground moisture prevents rising damp from penetrating floors and walls, protecting structural elements and interior finishes. Puncture resistance is a critical specification in this application, as the film must survive foot traffic and rebar contact during concrete placement without developing pinhole failures.
Thick-gauge HDPE geomembrane film (0.5 mm to 3.0 mm) is the lining material of choice for landfill cells, mining heap leach pads, wastewater treatment ponds, and secondary containment berms. Its resistance to a wide range of leachate chemicals, its weldability, and its low permeability make it technically and economically superior to compacted clay liners in most applications. Industrial HDPE film is also used for bundling and protecting metal coils, machinery components, and construction materials during shipping and outdoor storage.
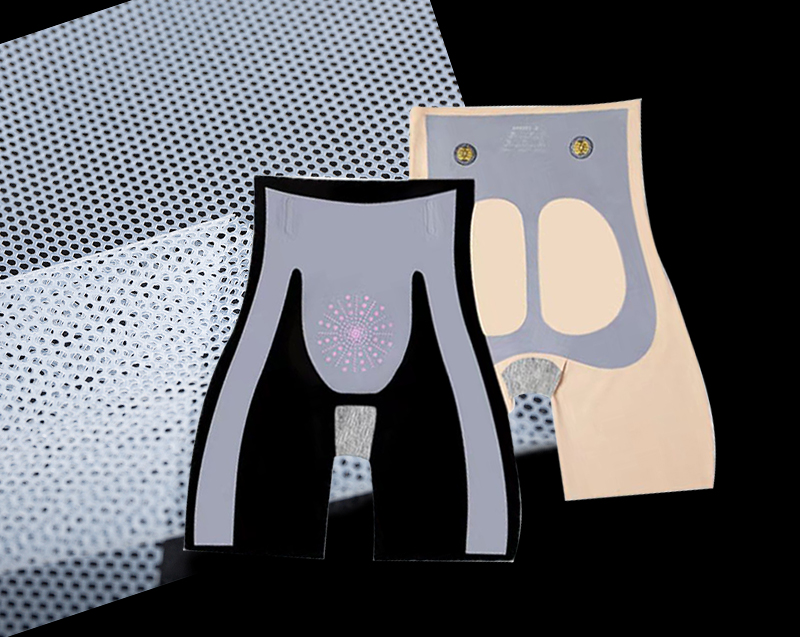
HDPE film is used as a backsheet material in disposable diapers, adult incontinence products, and feminine hygiene items, where its moisture-barrier properties prevent fluid strike-through to the outer garment surface. Medical-grade HDPE film is also used for sterile packaging pouches, autoclave bags, and hospital waste containment. In these applications, food-contact and biocompatibility compliance with FDA and ISO 10993 standards is mandatory, requiring tightly controlled additive packages and resin purity levels.
Selecting between HDPE, LDPE, and LLDPE film grades requires a clear understanding of the trade-offs each material brings. The table below provides a side-by-side comparison of the key decision-relevant properties:
| Property | HDPE Film | LDPE Film | LLDPE Film |
| Stiffness | High | Low | Medium |
| Tensile Strength | High | Medium | Medium–High |
| Puncture Resistance | Good | Moderate | Excellent |
| Moisture Barrier | Excellent | Good | Good |
| Optical Clarity | Poor (hazy) | Good | Moderate |
| Flexibility / Softness | Low | High | High |
| Chemical Resistance | Excellent | Good | Good |
| Cost (relative) | Low | Medium | Medium |
| Typical Applications | Bags, barriers, liners, mulch | Bread bags, shrink film, squeeze bottles | Stretch wrap, heavy-duty bags, pouches |
When the primary requirements are stiffness, moisture barrier performance, chemical resistance, and cost efficiency — and optical clarity is not critical — HDPE film is the optimal choice. When flexibility, softness, or transparency matter more than stiffness or barrier, LDPE or LLDPE grades are typically superior. Many modern packaging structures solve this trade-off by coextruding HDPE with LDPE or LLDPE layers to blend the beneficial properties of each material into a single optimized film structure.
HDPE film's naturally non-polar surface presents a challenge for printing and adhesive lamination. The surface energy of untreated HDPE film is approximately 30–32 mN/m, which is too low for adequate ink or adhesive wetting — most inks and coatings require a minimum substrate surface energy of 38–42 mN/m for reliable adhesion. Surface treatment is therefore an essential step in all printing and laminating converting lines.
Corona discharge treatment is the industry-standard surface activation method for HDPE film. Passing the film between a high-voltage electrode and a grounded roll generates a plasma discharge that oxidizes the film surface, introducing polar functional groups (hydroxyl, carbonyl, carboxyl) that raise surface energy to 42–50 mN/m. Corona treatment must be performed immediately before printing or lamination, as the activated surface energy decays over time — typically reverting toward baseline within days to weeks depending on storage conditions and additive migration to the surface.
The majority of printed HDPE film — shopping bags, bread bags, agricultural films with branding — is produced using flexographic printing with water-based or UV-curable inks. Gravure printing is used for high-quality, high-volume applications where fine detail reproduction and consistent color density are required across millions of linear meters. Solvent-based inks, though declining due to VOC regulations, still offer superior adhesion on difficult substrates and are used in industrial film printing where regulatory requirements permit.
HDPE film carries resin identification code #2, identifying it as one of the most widely recycled plastic films globally. Unlike multilayer composite films that are difficult or impossible to recycle, single-material HDPE film can be collected, sorted, and reprocessed into recycled HDPE (rHDPE) pellets for use in non-food-contact applications including refuse sacks, agricultural films, construction membranes, and pipe extrusion.
Many major retailers and supermarkets operate in-store take-back programs specifically for HDPE film bags and packaging, feeding dedicated film recycling streams separate from rigid HDPE bottle recycling. The challenge in HDPE film recycling is contamination — food residues, labels, and mixed-material laminates reduce rHDPE quality and market value. Advances in near-infrared (NIR) sorting technology have significantly improved film stream purity at materials recovery facilities (MRFs) in recent years, supporting higher post-consumer recycled (PCR) content inclusion rates in new HDPE film production.
From a lifecycle perspective, HDPE film's low basis weight per unit of packaging functionality is a genuine sustainability advantage. A typical HDPE T-shirt bag weighing 6–8 grams delivers comparable carrying capacity to alternatives that are two to four times heavier, meaning the total polymer mass — and associated carbon footprint — per use is significantly lower. When combined with high post-consumer recycled content and end-of-life collection infrastructure, HDPE film can be a genuinely circular packaging material.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号