Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


Content
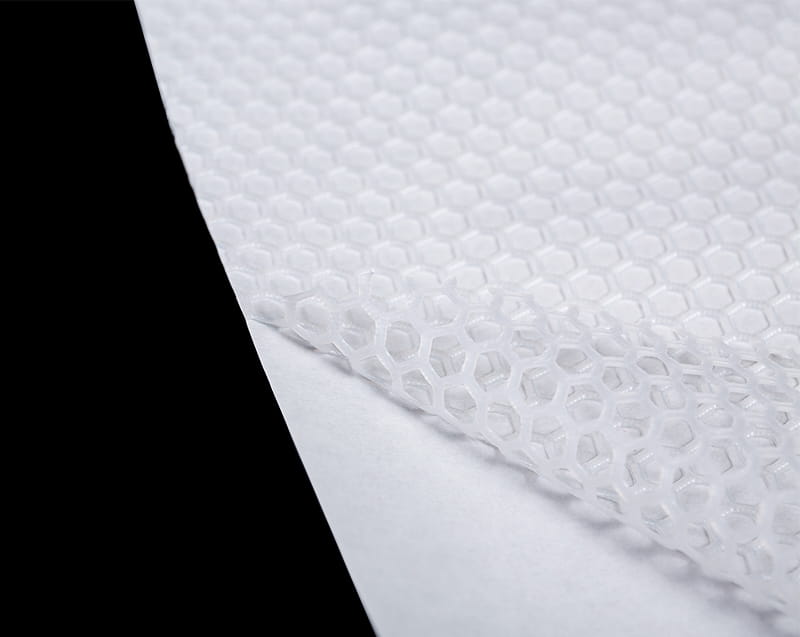
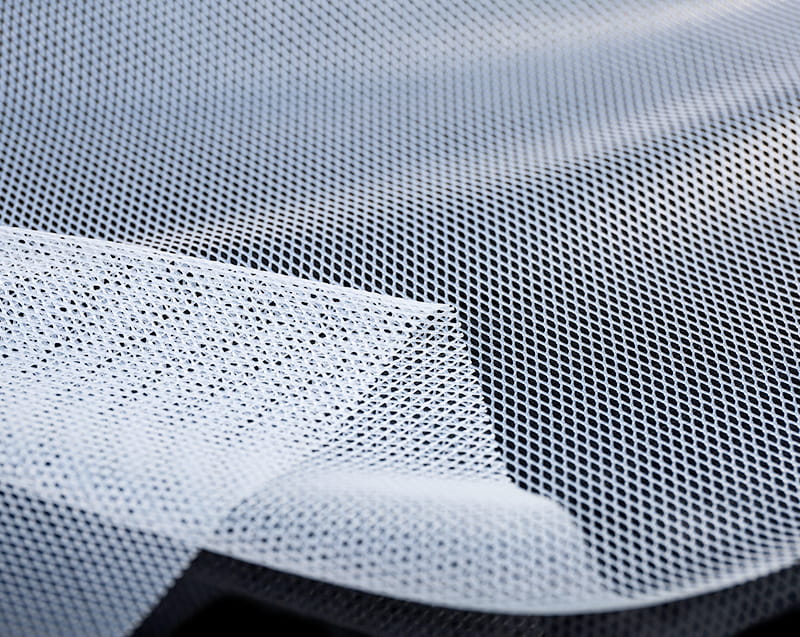
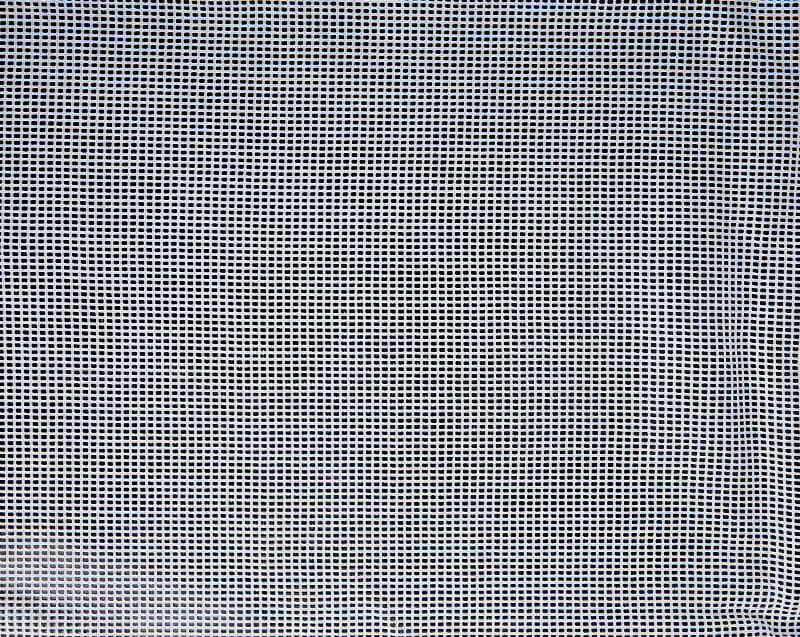
Hot melt adhesive net with paper — also called paper-backed thermoplastic adhesive mesh, release paper adhesive web, or hot melt bonding net on silicone liner — is an open-weave thermoplastic adhesive structure laminated onto a silicone-coated release paper backing. The adhesive mesh itself is produced by extruding a thermoplastic resin in an open-grid or spunbond net pattern, which is then laid down and lightly bonded to the release paper while still warm. The paper carrier holds the net in a flat, dimensionally stable sheet form throughout storage, transportation, cutting, die-cutting, and manual positioning operations.
The release paper serves a purpose that goes well beyond simple packaging. Without it, a free-standing adhesive net — particularly in low areal weights below 20 gsm — is fragile, prone to tearing, difficult to handle without distortion, and nearly impossible to accurately cut into precise shapes by hand or by automated knife-cutting systems. The silicone coating on the paper provides a surface energy low enough that the thermoplastic adhesive net bonds to it temporarily during manufacture and storage but releases cleanly when the paper is peeled away just before bonding. The adhesive transfers entirely to the target substrate during the bonding process, leaving the paper liner clean and adhesive-free.
The product is sometimes called a paper-backed fusible web, bonding mesh with release liner, or iron-on adhesive net with paper — particularly in consumer craft and home sewing markets where the paper backing serves the dual function of protecting the adhesive during storage and acting as a drawing surface for tracing appliqué shapes before cutting. In industrial textile and technical lamination applications, the paper carrier enables precision die-cutting of complex shapes — collar pieces, pocket outlines, waistband strips, patch templates — with the accuracy and repeatability that production quality standards demand.
Understanding the practical differences between hot melt adhesive net with paper and its paperless counterpart is essential for making the right specification choice. Both formats use the same thermoplastic adhesive chemistry and produce equivalent bond quality when correctly activated — the distinction lies entirely in handling characteristics, processing workflow, cutting capability, and the production environments each format is best suited to.
The paper backing enables the adhesive net to be cut into precise shapes using rotary die-cutting, flatbed plotter cutting, laser cutting, or simple scissors without the mesh distorting, tearing, or losing its dimensional registration. A paperless adhesive net of 10–15 gsm is too fragile and extensible to survive the same cutting operations without a carrier. This makes the paper-backed format indispensable for any application requiring accurately shaped adhesive pieces — collar interlining, patch appliqué, logo bonding, hem tape in irregular widths, and any application where the adhesive must conform precisely to a garment or component outline rather than covering a uniform rectangular area.
Hot melt adhesive net with paper is available in two configurations: single-side release and double-side release. In the single-side release version, only one face of the adhesive net is backed with release paper, and the opposite face is exposed and tacky at room temperature in some formulations, or simply un-backed and free to bond on contact with heat. The single-side version is the most common and is used for direct application — peel the paper, position the net adhesive face-down on the first substrate, press and bond. In the double-side release version, a second release paper or interleave covers the exposed adhesive face, protecting it during shipping and storage and allowing the product to be pre-positioned on one substrate with the second paper still in place, then the second paper is removed before the second substrate is applied and bonded. Double-side release products are preferred for precision component pre-assembly workflows where the adhesive must be attached to one part before being joined to a second.
Paper-backed adhesive net in roll form is well-suited to semi-automated batch production where operators unwind a length of product, cut to size or shape using templates or cutting equipment, and apply it manually or with a heat press to individual garment components. It is the standard format for small-to-medium volume garment manufacturing and sample development. Paperless adhesive net, by contrast, is optimized for continuous roll-to-roll lamination in fully automated calendar or lamination line operations where the paper liner would require a dedicated take-up system and create liner waste management. For facilities running both batch and continuous bonding, maintaining a stock of paper-backed product for shaped cutting and precision work, alongside paperless product for roll lamination, is a common and practical approach.
The thermoplastic resin used in the adhesive net determines its activation temperature, bond durability, flexibility after bonding, wash and dry-clean resistance, and compatibility with the substrates being joined. Paper-backed adhesive nets are available in all the major hot melt resin families, and the chemistry selection should be driven by the end-use performance requirements of the bonded assembly rather than by price alone.
| Chemistry | Activation Temp | Bond Flexibility | Wash Durability | Dry-Clean Safe | Best For |
|---|---|---|---|---|---|
| Polyamide (PA) | 120–160°C | Moderate | 60+ cycles | Yes | Structured garments, interlining, workwear |
| Polyurethane (TPU) | 100–140°C | High / Elastic | 40–60 cycles | Check grade | Stretch fabrics, sportswear, footwear uppers |
| Polyester (PES) | 130–170°C | Low–Moderate | 30–50 cycles | Yes | Technical textiles, automotive trim, filtration media |
| EVA | 80–120°C | High | 15–25 cycles | No | Craft appliqué, foam bonding, low-cost disposables |
Polyamide remains the most widely used chemistry for paper-backed adhesive net in professional garment construction and interlining applications. Its high wash cycle durability, compatibility with dry-cleaning solvents, and reliable bonding to polyester, nylon, cotton, and wool fibers make it the default specification for structured garment applications where the bonded joint must survive the full service life of the garment without delamination or stiffness change. PA nets on paper are available in a wide range of areal weights from 8 gsm for sheer fabric bonding through to 50 gsm for heavy structural applications, making them the most versatile product family for general garment and textile bonding.
TPU nets on paper have grown significantly in adoption as stretch and performance fabrics have become dominant in active lifestyle and sportswear markets. The key property that makes TPU essential for these applications is that the bond remains elastic after activation — it stretches with the fabric rather than creating a rigid bonded zone. When cutting shaped TPU net pieces for seam bonding on stretch panels, the paper backing is critical because the net itself would distort under cutting tension without it, producing shapes that are inaccurate when the cut piece is allowed to relax to its unstressed dimensions.

Areal weight — expressed in grams per square meter (gsm) — is the primary specification variable that determines how much adhesive is deposited in the bond line, which in turn controls bond strength, breathability, added stiffness, and cost per square meter of bonded assembly. Paper-backed adhesive net is available across a broad weight range, and selecting the correct weight for the specific substrates and end-use requirements is one of the most important decisions in product specification.
For lightweight woven and knit fabrics in apparel applications — fabrics in the 80–200 gsm range — adhesive net weights of 8–20 gsm provide sufficient bond strength without perceptibly changing the hand, drape, or breathability of the assembly. Increasing the net weight above 20 gsm on lightweight fabrics produces a bonded assembly that feels stiffer, may show adhesive strike-through to the visible surface under pressure, and wastes adhesive material at higher cost. For heavier technical fabrics, nonwovens, and composites in the 200–600 gsm range, adhesive net weights of 25–60 gsm are typically required to achieve the higher peel strength values these applications demand.
The open area ratio of the mesh — the percentage of the total surface area that is open between adhesive filaments — determines how much of the substrate's breathability and air permeability is retained in the bonded assembly. A net with 70% open area leaves 70% of the interface uncovered by adhesive, allowing direct fiber-to-fiber contact between the two bonded layers through the mesh openings. This fiber interlocking in the open areas contributes mechanical bond strength in addition to the adhesive bond at the filament contact points, and it preserves the air and moisture vapor transmission pathways through the fabric structure. Standard paper-backed adhesive nets offer open area ratios of 40–75%, with lighter-weight nets generally having larger open areas and heavier nets having denser filament spacing and correspondingly lower open area ratios.
Paper-backed adhesive net rolls are available in widths from 15mm narrow tape rolls used for hem and seam bonding, through standard fabric widths of 90cm, 112cm, and 150cm for full-fabric lamination, up to specialty widths for industrial applications. Roll lengths range from short craft-market rolls of 5–50 meters, through garment industry production rolls of 100–500 meters, to industrial jumbo rolls of 1,000–3,000 meters for high-volume production operations. Narrower tape widths in the 15–50mm range are particularly practical for hem bonding, collar roll binding, and cuff finishing in garment production where the paper backing allows the narrow tape to be handled and positioned without the mesh stretching or wandering off the seam line during application.
Achieving a consistent, durable bond with paper-backed adhesive net requires following a defined sequence of steps that account for the unique two-stage nature of the paper-backed format — the paper must be cleanly removed at the right point in the process without disturbing the adhesive net's position, and the bonding parameters must be matched to the specific adhesive chemistry and substrate combination. Shortcuts or process deviations at any step produce predictable failure modes that are easily avoided with correct technique.
The paper-backed format's combination of dimensional stability for precision cutting, ease of manual handling, and clean release liner removal makes it the dominant choice for a specific set of applications across garment manufacturing, technical textiles, home furnishings, and crafts. Each of these application areas exploits specific properties of the format in ways that would be impractical or impossible with the paperless alternative.
Collar interlining, cuff interlining, lapel stiffening, and front placket reinforcement in woven garments use paper-backed PA adhesive net — typically 15–30 gsm — to bond nonwoven interlining to the outer fabric. The interlining piece is cut to a precise shape that matches the garment panel, and the paper backing enables this precision cutting and subsequent accurate positioning on the fabric piece before bonding. Any positional error in interlining bonding is visible in the finished garment as a misaligned stiffened zone or as puckering at the interlining edge — precision positioning enabled by the paper backing directly affects the visual quality of the finished product.
Paper-backed adhesive net tape in narrow widths of 15–25mm is widely used for hem bonding in trousers, skirts, curtains, and draperies — eliminating hand sewing while producing a clean, invisible finish with adequate wash durability. The paper-backed tape format is practical for hem bonding because the operator can unroll a length of tape, cut it to the hem perimeter length, and apply it in a single strip with predictable width and consistent adhesive coverage. A paperless net tape of similar width would require extremely careful handling to prevent stretching and distortion during application along a long, curved hem line, particularly in lightweight fabric applications.
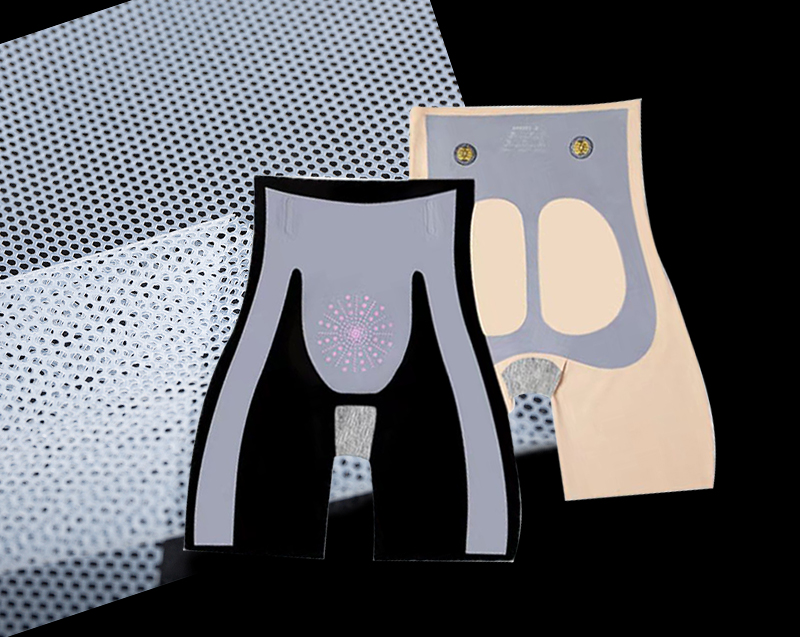
Attaching woven labels, embroidered patches, logo appliqués, and decorative fabric shapes to garments or accessories is one of the most common uses of paper-backed adhesive net in the craft and garment decoration market. The paper backing allows the adhesive to be cut to the exact outline of the patch or appliqué shape — or cut slightly smaller to avoid adhesive show-through at edges — and positioned precisely before bonding. In garment decoration, using a paper-backed adhesive net rather than liquid adhesive or fusible tape produces a bond that is stronger, more uniform, and more aesthetically clean, with no adhesive bleed at the appliqué edges that would mar the surrounding fabric.
Filter media lamination, automotive trim component bonding, and medical nonwoven assembly use paper-backed PES and PA adhesive nets where the paper carrier enables die-cutting of complex gasket-like shapes that must bond precisely to structured components. In filter media production, for example, paper-backed adhesive net is die-cut into annular ring shapes that bond the pleated filter element to the end-cap, with the paper providing the dimensional stability needed for precise die-cutting and the net's open structure allowing air flow through the bonded joint without impeding filter performance.
Even with correct product specification, bonding failures and process problems occur when process parameters drift or when the adhesive net is used on substrate combinations outside its design envelope. Recognizing the symptom and tracing it to the correct root cause is faster and more reliable than trial-and-error parameter adjustment, and most common problems have straightforward solutions once the mechanism is understood.
Paper-backed hot melt adhesive net has a defined shelf life that depends on the adhesive chemistry, storage conditions, and paper quality. Understanding how to store the product correctly and how to verify that rolls in inventory remain within specification prevents the waste and production disruption caused by using degraded material that produces inconsistent or failed bonds.
Store paper-backed adhesive net rolls in their original sealed packaging at temperatures between 10°C and 25°C, away from direct sunlight, heat sources, and high humidity. The silicone release coating on the paper liner can degrade under UV exposure, reducing its release performance and causing adhesive to permanently bond to the paper rather than transferring cleanly to the substrate. Polyamide adhesives are hygroscopic — they absorb atmospheric moisture over time, which can raise the effective activation temperature and reduce the adhesive flow during bonding. Rolls stored in humid conditions (above 65% RH) without sealed packaging will absorb moisture and may require higher bonding temperatures than the datasheet specifies to achieve complete activation.
Store rolls horizontally on shelving or upright in a controlled rack system — never stand narrow rolls on their edges in an unstable pile where they can topple and be crushed. Crushed rolls develop flat spots that cause inconsistent tension and feed problems when the roll is unwound on a heat press or lamination machine. Most manufacturers specify a shelf life of 12–24 months from production date when stored under recommended conditions, with PA and PES adhesives typically at the longer end and EVA adhesives at the shorter end of this range.
Before committing a new roll or new production batch to full-scale production bonding, perform a simple incoming quality verification using sample swatches. Cut a 10×15cm piece of the adhesive net with paper, bond it to a standard reference fabric at the established press parameters, allow it to cool, and perform a manual T-peel test against a known-good bond from a previous batch. The peel force and failure mode — whether the fabric tears before the bond yields (fabric failure, indicating a strong bond) or the bond peels cleanly (adhesive failure, indicating a weak bond) — provides immediate qualitative feedback on whether the new batch meets specification. If peel performance is noticeably different from the reference, investigate storage conditions, check the roll's manufacturing date, and contact the supplier before proceeding with production.
For applications with formal quality management systems — ISO 9001 certified facilities, medical device subcontractors, or automotive tier-1 suppliers — incoming quality control testing should also verify the net's areal weight using a calibrated balance and a known sample area, and confirm the paper's release force using a peel tester at a defined peel angle and speed. These two measurements take under five minutes per sample and confirm that the material is within the supplier's specification before it enters the production workflow.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号