Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


Content
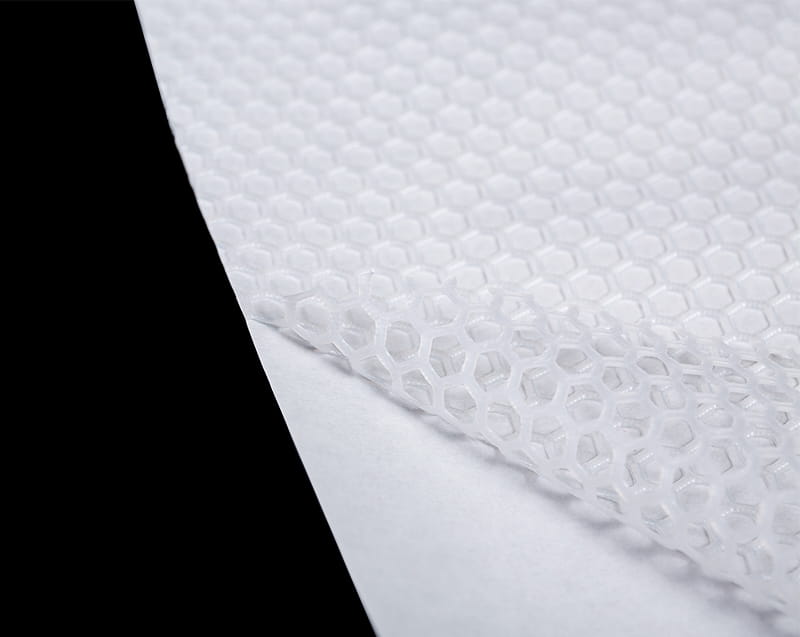
Hot melt adhesive net without paper — also referred to as paperless hot melt adhesive mesh, free-standing thermoplastic adhesive web, or self-supporting adhesive netting — is a web or net-form thermoplastic bonding material that is manufactured and supplied without any backing paper or release liner. Unlike conventional hot melt adhesive films that are laminated onto silicone-coated release paper for handling and die-cutting, a paperless adhesive net is a self-supporting open mesh structure that can be handled, transported, cut, and positioned directly without requiring a carrier substrate to hold it together.
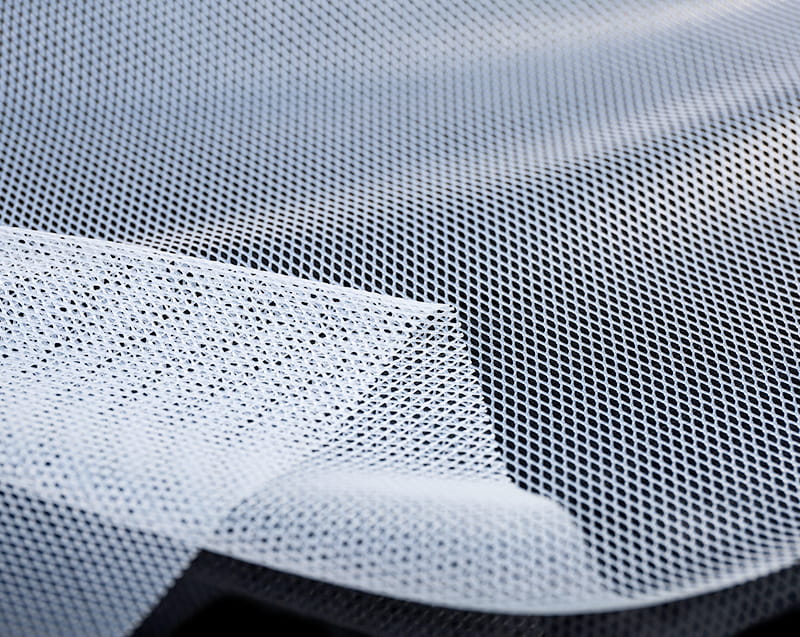
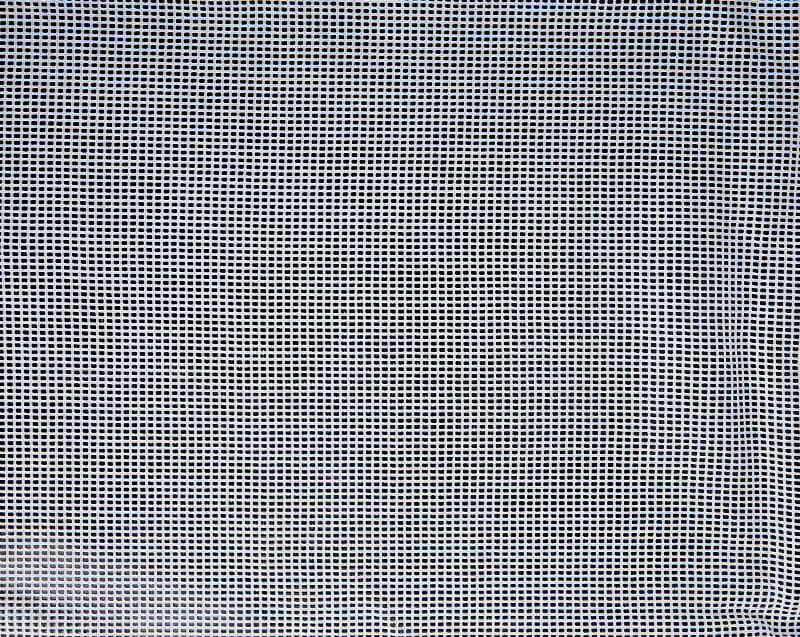
The net or mesh structure is produced by extruding the thermoplastic adhesive — typically polyamide (PA), polyurethane (TPU), polyester (PES), polyolefin, or ethylene-vinyl acetate (EVA) — through a rotating die or spunbond process that deposits the molten adhesive in an open-weave grid pattern. As the adhesive cools, it solidifies into a dimensionally stable mesh with a defined open area ratio — typically 40–80% open space — that allows the fabric layers above and below to bond directly to each other through the mesh openings rather than bonding only at the adhesive contact points. This open structure is one of the key performance advantages of adhesive net over solid adhesive film.
The absence of a paper backing is not simply a cost-saving measure — it fundamentally changes how the product is used. Without release paper, there is no liner waste to manage, no delamination step before bonding, no liner disposal cost, and no risk of paper fragments contaminating the bonded assembly. For high-volume textile and nonwoven bonding applications where the adhesive net is applied in a continuous roll-to-roll lamination process, eliminating the paper carrier simplifies machine threading, reduces roll weight, and cuts material consumption per square meter of bonded product by eliminating the paper layer entirely.
The comparison between paperless hot melt adhesive net and conventional paper-backed adhesive film is the most important distinction buyers need to understand before specifying either product. Both are thermoplastic bonding materials activated by heat and pressure, but their physical form, handling requirements, bonding mechanism, and end-use performance characteristics differ in ways that make each appropriate for different applications.
Conventional hot melt adhesive film is a solid, continuous sheet of adhesive — every point across the bonding area is covered with adhesive material. When activated, it creates a bond across the entire interface surface. This full-coverage bond can be desirable for impermeable lamination — waterproof membrane bonding, film lamination — but it completely blocks air, moisture vapor, and liquid transmission through the bonded assembly. Hot melt adhesive net, by contrast, leaves 40–80% of the interface area open, allowing breathability, moisture vapor transmission, and acoustic permeability to be maintained in the bonded structure. This is why net adhesive dominates in performance textile applications — sportswear, outdoor apparel, medical garments, and breathable membrane laminates — where the bonded fabric must retain breathability and moisture management properties.
Paper-backed adhesive film requires a delamination step — peeling the release liner from the adhesive — before or during bonding. In automated lamination machinery, this means a liner take-up system must be integrated into the machine, adding mechanical complexity and creating liner waste rolls that must be collected and disposed of. Paperless adhesive net threads directly into the lamination nip like a fabric layer, with no liner to remove. This simplifies machine design, reduces setup time, and eliminates liner handling as a production variable. For hand application — bonding cuffs, collars, and hems in garment construction — paperless net can be cut, positioned, and bonded without any preparatory step, making it faster to use in production workflows that are not fully automated.
Paper-backed adhesive film includes both the adhesive layer and the silicone release paper, which typically weighs 80–130 gsm on its own — often more than the adhesive coating it carries. The buyer pays for both materials but discards the paper after bonding. Paperless adhesive net eliminates this material waste entirely: every gram of material purchased ends up in the finished product or as adhesive in the bonded joint. At production scale, this weight reduction in the purchased roll translates into longer roll lengths per kilogram of adhesive, fewer roll changes per shift, and lower freight cost per unit of bonding capability.
The thermoplastic polymer used as the base resin of a hot melt adhesive net determines its activation temperature, bond strength, flexibility after bonding, wash resistance, chemical compatibility, and end-use performance characteristics. Selecting the right polymer chemistry for the application is as important as selecting the correct net weight and open area ratio — a bond that activates beautifully and holds during initial use but fails after five wash cycles is a product failure regardless of how efficiently the net was applied.
| Polymer Type | Activation Temp. | Wash Resistance | Flexibility | Typical Application |
|---|---|---|---|---|
| Polyamide (PA) | 120–160°C | Excellent (60+ washes) | Moderate | Workwear, performance apparel, interlining |
| Polyurethane (TPU) | 100–140°C | Very Good (40–60 washes) | High | Sportswear, footwear, stretch fabrics, medical |
| Polyester (PES) | 130–170°C | Good (30–50 washes) | Moderate–Low | Technical textiles, automotive interiors, filtration |
| EVA | 80–120°C | Moderate (15–30 washes) | High | Low-cost bonding, foam lamination, nonwovens |
| Polyolefin (PO) | 90–130°C | Moderate (20–35 washes) | High | Hygienic products, packaging, disposable nonwovens |
Polyamide nets are the workhorses of garment and performance textile applications where durability through repeated laundering is required. PA adhesives form strong intermolecular bonds with polyamide and polyester textile fibers, producing bonds that maintain integrity through 50–100 wash cycles under standard ISO or AATCC test conditions. The moderate flexibility of bonded PA net is well matched to structured garment applications — collar interlining, waistband bonding, pocket edge bonding — where the bonded area should resist stretching rather than extend with the fabric.
TPU nets have become the dominant choice for stretch garment bonding and footwear applications because the polyurethane bond remains flexible and elastic after activation, stretching and recovering with the substrate rather than creating a rigid bonded zone that restricts garment movement or causes seam cracking during flexion. In athletic footwear construction, TPU adhesive net bonds the outer to the upper across complex three-dimensional contours that require the adhesive layer to flex repeatedly during every step for the life of the shoe.
Hot melt adhesive nets are specified by two primary structural parameters: areal weight (in grams per square meter, gsm) and open area ratio (percentage of the net's surface area that is open mesh versus adhesive filament). These two parameters together determine how much adhesive is deposited per unit area of the bonded assembly, which directly controls bond strength, breathability retention, stiffness added to the bonded textile, and adhesive consumption cost per meter of finished product.
Areal weights for paperless adhesive nets typically range from 5 gsm to 80 gsm, covering applications from ultra-lightweight breathable membrane lamination at the low end to heavy structural bonding of technical textiles and composites at the high end. Most apparel applications fall in the 10–30 gsm range, which provides adequate bond strength for seam and hem bonding without adding perceptible stiffness to lightweight woven or knit fabrics. Technical textile and automotive applications may specify 40–80 gsm nets where high peel strength or bond durability under mechanical stress is prioritized over minimizing added weight or stiffness.
A general rule of thumb for fabric bonding: the adhesive net weight should be 10–20% of the lighter fabric's areal weight to achieve a balanced bond that does not dominate the hand feel of the assembled structure. Bonding a 100 gsm woven outer shell to a 50 gsm knit lining suggests an adhesive net in the 5–10 gsm range. Bonding a 300 gsm technical fleece to a 200 gsm PVC-coated fabric suggests 20–40 gsm. Deviating significantly above this range produces a bonded assembly that feels stiff and boardy; deviating significantly below it produces a bond that peels under moderate stress, particularly at curved or flexed areas of the finished product.
Open area ratio also interacts with fabric construction. Tight-weave fabrics with small fiber gaps benefit from higher open area nets (60–80% open) because the adhesive filaments must penetrate between fabric yarns to create mechanical interlocking — more open area means larger mesh openings that allow deeper adhesive penetration into the fabric structure. Loose knits and nonwovens with inherently open fiber structures achieve adequate penetration with denser nets (40–60% open area) because the fabric itself provides pathways for adhesive flow during bonding.
Hot melt adhesive net without paper has established its position as the bonding material of choice in several major manufacturing sectors, each exploiting a specific combination of the product's properties — breathability, flexibility, wash durability, clean process, or production efficiency — to solve a bonding challenge that conventional adhesives or mechanical fastening cannot address as effectively.
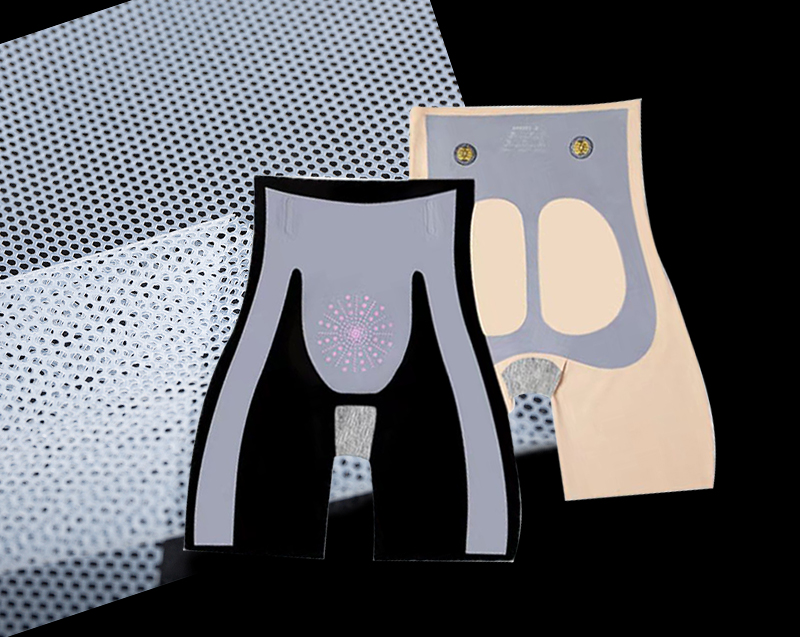
Seam-free and bonded-seam garments in performance sportswear use TPU and PA adhesive nets to bond fabric panels without sewing, eliminating the ridges and pressure points that sewn seams create against the skin during high-intensity activity. Running tights, cycling jerseys, triathlon suits, compression garments, and base layers are typical products where adhesive net bonding replaces or supplements sewing. The net's open area maintains the fabric's breathability and moisture-wicking performance — a solid adhesive film in the same application would create an impermeable zone that traps heat and moisture at every seam, defeating the entire purpose of using performance technical fabric.
Three-layer waterproof-breathable laminate fabrics — the construction used in high-performance outdoor shells, rain jackets, and ski wear — bond a breathable waterproof membrane (typically ePTFE or polyester microporous film) between an outer woven face fabric and an inner knit backer using dot or net adhesive bonding. Paperless adhesive net in the 8–20 gsm range, with a high open area ratio of 60–75%, allows the moisture vapor transmission rate (MVTR) of the membrane to be maintained in the laminate assembly. This is why three-layer laminates bonded with net adhesive can achieve MVTR values of 15,000–30,000 g/m²/24hr in finished form — performance that would be entirely destroyed by a solid adhesive film lamination.

Medical compression bandages, orthopedic supports, wound dressing components, and disposable surgical drapes use hot melt adhesive net without paper for component bonding because the paperless format eliminates any risk of paper fiber contamination in the medical product, and the net's open structure maintains the breathability and fluid management properties required for skin-contact medical devices. PA and TPU nets used in medical applications must meet biocompatibility requirements — typically ISO 10993 series testing — and must be demonstrably free of allergens, plasticizers, and substances of very high concern (SVHCs) under REACH regulation.
Door panel fabrics, headliner laminates, seat cover assemblies, and trunk liner materials in automotive interiors use PES and PA hot melt adhesive nets to bond decorative fabric layers to foam backings, nonwoven substrates, or structural backing panels. The automotive environment demands bond durability across a wide temperature range — from −40°C cold-start conditions to +90°C dashboard heat-soak temperatures — combined with resistance to the plasticizers, cleaning solvents, and UV exposure characteristic of vehicle interiors. PES nets with high activation temperatures and broad post-bond temperature stability are well-suited to this demanding environment, and their compatibility with continuous lamination processing allows high-speed production of automotive textile laminates on calendar lamination lines.
Athletic footwear uppers, toe caps, heel stiffeners, and lining attachments use TPU adhesive net extensively because the flexible, durable bond it produces remains intact through the flexion and torsion stresses imposed on the shoe structure during athletic activity. The net format allows complex three-dimensional shapes to be bonded consistently in high-volume automated assembly, and the absence of a paper liner simplifies the material handling in footwear factories where small component sizes make liner removal tedious and error-prone in manual assembly operations.
Hot melt adhesive net without paper is activated by the combination of heat and pressure — the same bonding principle as conventional hot melt adhesive film, but with process parameters that may differ from the buyer's existing experience with paper-backed products. Using incorrect temperature, pressure, dwell time, or cooling conditions produces bonds that fail prematurely, and understanding why each parameter matters enables effective process setup and troubleshooting.
Industrial flat-bed heat presses are the standard equipment for batch bonding operations in garment production, producing bonds over areas of 30×40cm to 60×80cm per press cycle. The press platens must reach the adhesive's activation temperature uniformly across the full platen area — temperature variation of more than ±5°C across the platen produces inconsistent bond quality, with areas of incomplete activation adjacent to over-bonded zones. Continuous calendar lamination lines pass the fabric sandwich between heated rollers at controlled speed, achieving very high production rates for roll-to-roll fabric lamination. The calendar process requires precise control of roller temperature, nip pressure, and line speed to maintain consistent bond quality across the full web width and throughout a production run.
Because the adhesive net has no paper carrier, the roll must be handled with care to prevent the open-mesh structure from deforming or the roll layers from blocking together under sustained pressure in storage. Store rolls standing upright on their end or suspended on a shaft through the core — never lay rolls flat and stack weight on top, as this compresses the mesh structure and can cause adjacent layers to bond together at room temperature in warm storage environments. Maintain storage temperatures below 30°C and avoid humidity above 70% RH to prevent moisture absorption that can affect the activation behavior of PA and PES adhesives. Rolls that have been stored in cool conditions should be allowed to equilibrate to production room temperature before use to prevent condensation on the adhesive surface, which impairs bonding quality.
Verifying bond quality before production and monitoring it through the production run prevents the costly scenario of discovering bond failures after thousands of meters of finished product have been produced and potentially shipped to customers. Standard test methods for hot melt adhesive net bonds in textile applications are well-defined by ISO and AATCC standards, and most fabric bonding operations should implement at minimum a peel strength test and a wash durability test as part of their production quality program.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号