Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


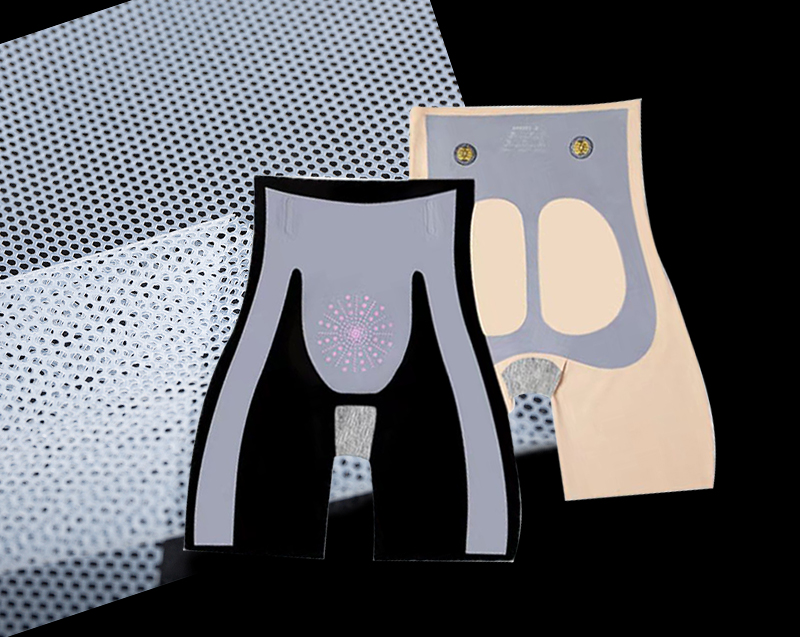
Hot-melt adhesive Apertured Film omentum is a kind of hot adhesive that has been used in the composite market in recent years. The rich material types allow it to meet the composite bonding of products and materials in different industries. The high efficiency and environmental protection characteristics further enhance it Competitiveness in the adhesive market! When hot-melt adhesive mesh is applied to a new field or industry, it will face a very classic problem-how can the hot-melt adhesive mesh stick firmly? How does the hot melt adhesive omentum stick firmly?

We want to see what is the essence hidden under the surface of this question? In fact, the essence reflected in this question is still about the selection and use of hot-melt adhesive omentum. Below we will briefly analyze how to make the hot melt adhesive omentum stick firmly from the two aspects of selection and use! Correct selection of hot-melt adhesive omentum model is the basic work of material compounding. There are many types of material for hot-melt adhesive omentum. The properties of different material types are different, and the applicability to different materials is also different.
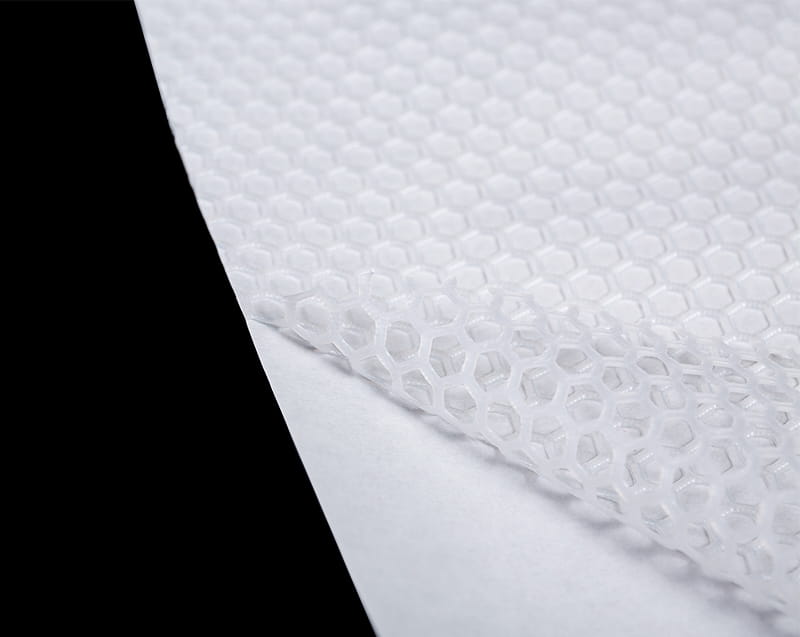
PVC material is not compatible with PA hot melt adhesive film. At this time, you can consider using pes hot melt adhesive film; XPE material is also poorly compatible with PA, you can replace the EVA material hot melt adhesive film test. In order to achieve the ideal bonding effect of hot-melt adhesive omentum, the composite temperature of the equipment must reach the melting point of the omentum during the composite use process. If the temperature does not reach the melting point of the omentum, there will be a situation where the station is not firm.
The reason why the composite temperature does not meet the requirements may be that the composite surface of the machine does not reach the melting point of the omentum, or the material has poor heat permeability, resulting in insufficient melting of the hot-melt omentum and insufficient adhesion performance. If the machine temperature reaches the upper limit and cannot be solved, you can consider using a low-temperature hot-melt omentum test. In addition, under the premise of ensuring that the material is not scalded, the surface layer with better heat permeability can be selected to be heated under pressure.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号