Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


When the hot melt adhesive film is not at a sufficient operating temperature, it thermo-adhesive film has obvious characteristics. The weak product can be peeled off to check whether the adhesive layer is intact. If the adhesive layer is intact, even the entire hot melt adhesive film can be peeled off. , Then the high probability is that the adhesive layer is not melted due to insufficient operating temperature. If the adhesive layer is broken and cannot be peeled off, or all the glue residues when peeling off, it means that the glue has been fully melted. Look for problems. Before pressing, we must fully understand the equipment used, whether the glue is not melted sufficiently due to equipment problems, for example, when the equipment you use is a traditional oil-glue-water-glue laminating machine for operation, Friends who don’t know enough about the equipment are likely to have weak bonding.
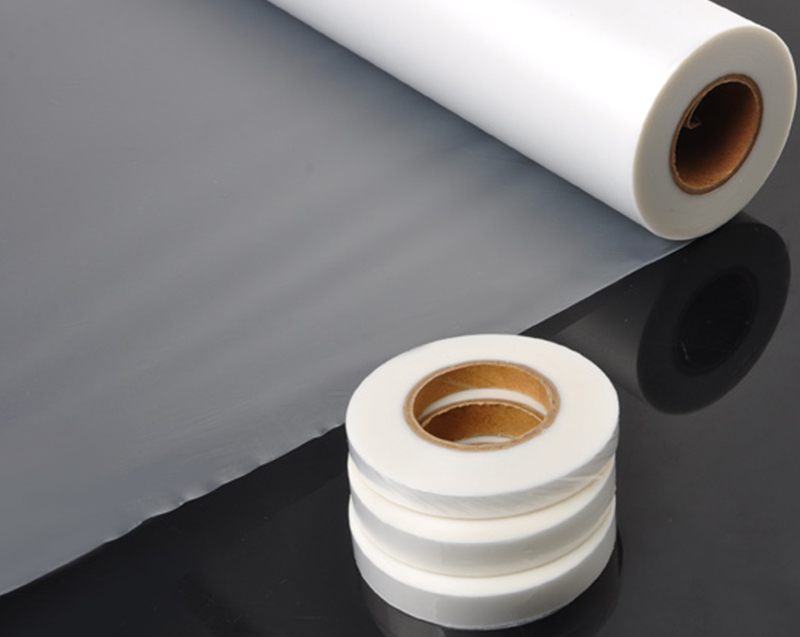
This is because the traditional water-glue-oil-glue laminating machine is self-adhesive liquid glue and only needs a little temperature. Adhesive bonding, so the requirements for temperature control devices are not so strict. In addition, the large rollers of this type of equipment will cause serious heat loss, resulting in the temperature on the display panel reaching 180 ℃, but the actual surface temperature is only 100 In the embarrassing situation of ℃, the final glue layer did not melt and could not stick. At the same time, if the equipment you use is an iron, be careful not to boil water vapor, because water molecules will reduce the temperature of the material, and mixing into the glue layer will also reduce the viscosity of the glue, so pay attention to this when using it. When you find that it is not because of the temperature of your own operation that the glue is not firmly bonded, then we have to consider whether the material is not selected correctly, usually, different types of hot melt adhesive film hot melt adhesive film The suitable bonding materials are different.
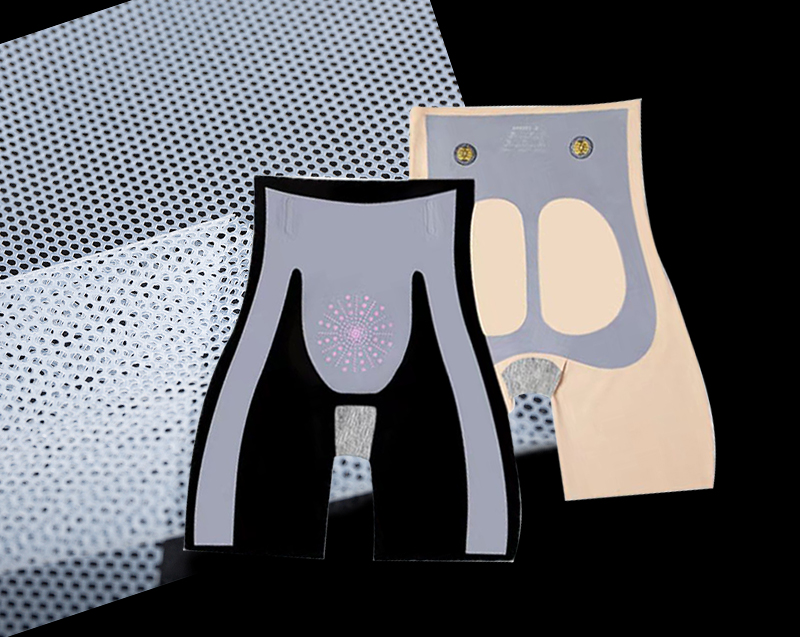
For example, the model of SWA120 (PA hot melt adhesive membrane is more suitable for bonding various fabrics such as cotton, nylon, polyester, and PI films, and if you If you plan to use this type of mesh glue to bond metal or TPU film, the bonding may not be strong. At the same time, we should pay attention to whether the materials on both sides are not strong, or only one side of the material is not strong, because if the glue you are bonding is only suitable for the bonding of one side of the material, it is not suitable for the bonding of the other side. If the bonding is not strong, you can peel off the two layers of the product in question and see which side of the glue layer in the middle is attached to determine which material is not firmly bonded. This is also an important way to analyze the cause of the problem. one. In short, we have to choose a model that is suitable for the materials on both sides to be bonded to achieve a good bonding effect.
Many customers reported that the hot melt adhesive film hot melt adhesive omentum could not be adhered, and it was considered that the adhesive was not good. In fact, we must start with the operation when troubleshooting, because of the customers are the time to contact this For such products, the use method is limited to the written part and has not been actually operated. Therefore, it may happen that the hot melt adhesive is not fully melted due to the operating temperature is too low, the pressure is too small, and the time is too short. Of course, there is no Fastness. Usually the operating temperature, time and pressure stated in the technical specifications are only reference values. Due to the different bonding materials, thicknesses and thermal insulation properties corresponding to each application, we cannot write the technology for each type of product. In the manual, it is more necessary for the customer to try the test according to the actual situation of the material. When the material is found to be not firmly bonded, the temperature of the equipment can be increased and then the test can be applied.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号