Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Hot melt bonding solution provider
+86-573-85032008


We say that the factors that affect the thermo-adhesive film bonding effect of hot melt adhesive films mainly include two major links, such as selection and operation. The more common bonding problems are degumming, weak bonding, and bubbles after bonding. Degumming and weak bonding are likely to be a problem in the selection aspect. Bubbles after bonding are mainly caused by problems in the operation.

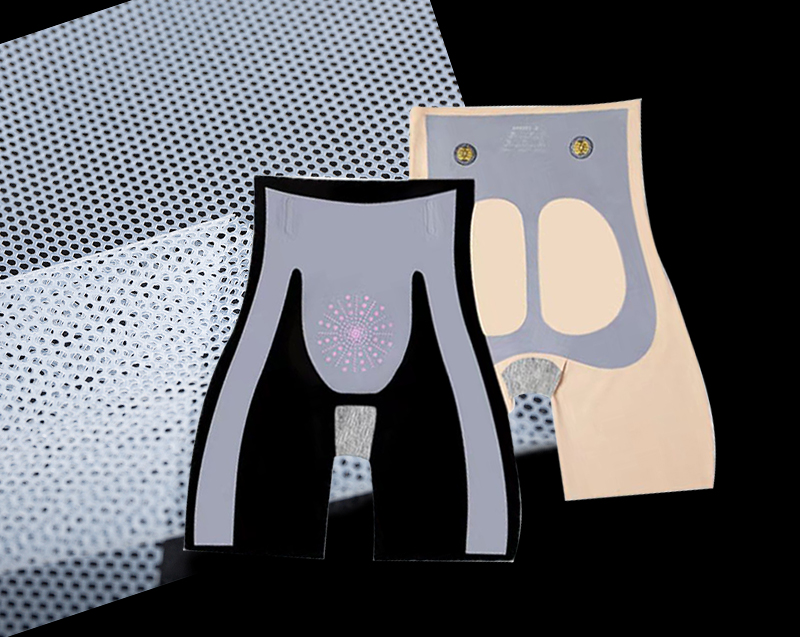
Whether using hot-melt adhesive film bonding or using hot-melt mesh adhesive material, the main cause of blistering is that the air cannot be discharged. This situation is common in the application of non-breathable product materials such as films. Due to non-air-permeable product materials like films, it is impossible to exhaust the backlogged air from the surface layer during bonding like non-woven materials.
Therefore, in bonding, if the entire surface is directly pressed, the air in the middle is likely to cause backlog, which is very easy to cause blistering after bonding. In view of this type of foaming caused by air accumulation, the solution is to use a roller-type laminator or iron to slowly heat and press the material from one side. In this way, the air in the middle can be continuously discharged through the surroundings, and there will be no air accumulation and bubbling after bonding.
The cause of foaming after bonding is not only caused by the backlog of air that cannot be discharged, but also the foaming that may be caused by secondary heating. This situation is common in materials and industries that require a secondary composite process. The material usually does not foam during the bonding, but because the second heating will use the hot melt film to melt again, if a certain pressure is not given, it will cause the product to foam.






 浙公网安备 33048202000557号
浙公网安备 33048202000557号